����
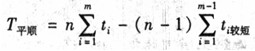
����ʽ�� Tƽ�����ƽ������Ƅ�(d��ng)��ʽ������ӹ������a(ch��n)���ڣ�
����T�^����������������μ����r(sh��)����Ĺ���Ćμ����r(sh��)��
����T�^С��������������μ����r(sh��)��С�Ĺ���Ćμ����r(sh��)��
������ʽ��m��n��tͬǰ��
����ƽ������Ƅ�(d��ng)��ʽ�����ȫ�����a(ch��n)��ɵ����a(ch��n)����Ҳ�ɰ�����Ӌ(j��)�㹫ʽ��
����
����ʽ��ti�^����ÿ�����ɵ��������^�̵Ćμ�����r(sh��)�g��
�����ġ����N�Ƅ�(d��ng)��ʽ�ı��^
��������Ƅ�(d��ng)��ʽ�ă�(y��u)�c(di��n)�ǽM�����a(ch��n)�^��(ji��n)�Σ��O(sh��)���ڼӹ�����r(sh��)�����F(xi��n)ͣ�D�������g���\(y��n)�Δ�(sh��)�١���ȱ�c(di��n)�����a(ch��n)�����L(zh��ng)��
����ƽ���Ƅ�(d��ng)��ʽ��ͻ����(y��u)�c(di��n)�dz������ƽ�����I(y��)�Ŀ��ܣ�ʹ���a(ch��n)�����_(d��)����̡����}��һЩ�����ڼӹ��r(sh��)�����F(xi��n)�r(sh��)�ɕr(sh��)ͣ�ĬF(xi��n)��(du��)�O(sh��)���\(y��n)�D(zhu��n)������ͬ�r(sh��)�\(y��n)ݔ�Δ�(sh��)�࣬�M�����a(ch��n)���^�韩��
����ƽ������Ƅ�(d��ng)��ʽ��ȡ���ߵă�(y��u)�c(di��n)�����a(ch��n)�����^�̣�ÿ�������ڼӹ�һ������r(sh��)���l(f��)��ͣ�D�F(xi��n)��ʹ�O(sh��)�����B�m(x��)�������\(y��n)�D(zhu��n)���@�N�����\(y��n)ݔ�Δ�(sh��)Ҳ�^�࣬�M�����a(ch��n)Ҳ���^��(f��)�s��
�����ڌ�(sh��)�H���a(ch��n)�c�I(y��)��(w��)�����У�Ҫ�Y(ji��)�ό�(sh��)�H��������˵��x���w��(y��ng)�Õr(sh��)Ҫ����(j��)���w�l�����]�������أ�
����(1)��I(y��)�����a(ch��n)��͡��μ�С����I(y��)���������Ƅ�(d��ng)��ʽ�������������a(ch��n)���e�ǽM����ˮ�����a(ch��n)�r(sh��)���˲���ƽ���Ƅ�(d��ng)��ʽ��ƽ������Ƅ�(d��ng)��ʽ��
����(2)���a(ch��n)�΄�(w��)�ľ��������a(ch��n)�΄�(w��)������(y��ng)����ƽ���Ƅ�(d��ng)��ʽ��ƽ������Ƅ�(d��ng)��ʽ���Ԡ�(zh��ng)ȡ�r(sh��)�g�M�㽻؛����Ҫ��
����(3)�ڄ�(d��ng)���Ĵ�С����������p������ڄ�(d��ng)�����������^�p��������˲�������Ƅ�(d��ng)��ʽ������ڄ�(d��ng)�����������ص�������˲���ƽ���Ƅ�(d��ng)��ʽ��ƽ��Ƅ�(d��ng)��ʽ��
����(4)��I(y��)��(n��i)�����a(ch��n)��λ���I(y��)����ʽ����(du��)�I(y��)�������a(ch��n)��λ�˲���ƽ�л�ƽ������Ƅ�(d��ng)��ʽ������ˇ���I(y��)�������a(ch��n)��λ���˲�������Ƅ�(d��ng)��ʽ��
����(5)��׃�ӹ���(du��)��r(sh��)���{(di��o)���O(sh��)������Ąڄ�(d��ng)��������{(di��o)���O(sh��)������Ąڄ�(d��ng)���ܴ��˲���ƽ���Ƅ�(d��ng)��ʽ�������׃�ӹ���(du��)��r(sh��)�������{(di��o)���O(sh��)����{(di��o)���O(sh��)������r(sh��)�g���ٕr(sh��)���˲���ƽ���Ƅ�(d��ng)��ʽ��